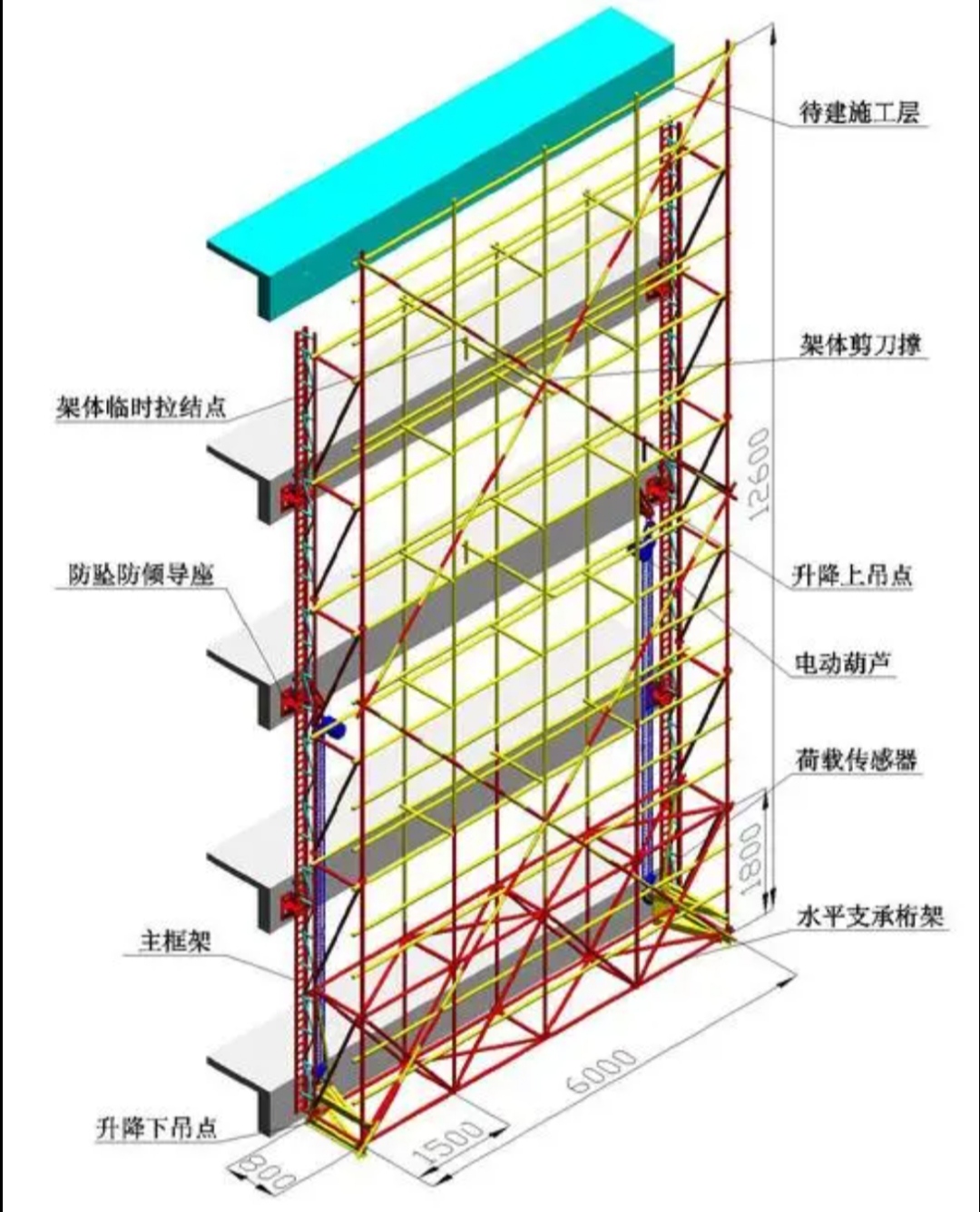
附着式升降脚手架建筑爬架网片喷涂厚度的精确控制与质量保障

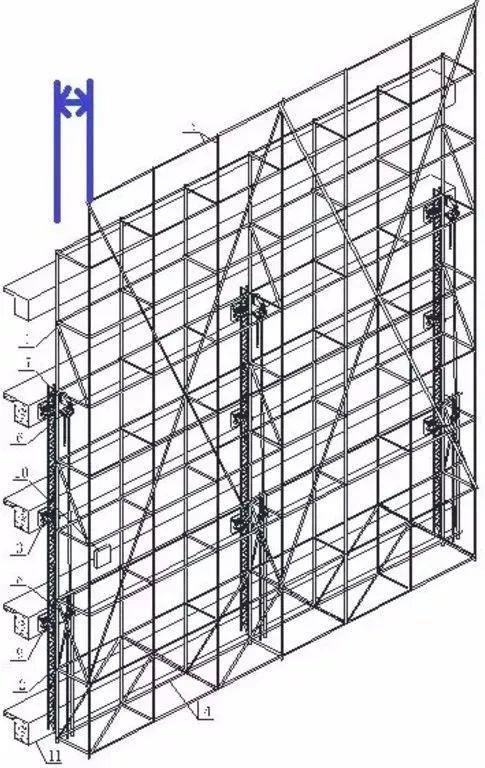
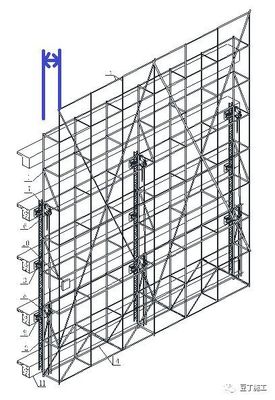
附着式升降脚手架(俗称建筑爬架)是现代高层建筑施工中至关重要的安全防护与作业平台。其网片作为核心的安全围护构件,其表面喷涂层的厚度直接决定了其防腐、防锈、耐候及整体使用寿命。确保爬架网片喷涂厚度达到标准,是保障施工安全、提升设备耐久性的关键环节。本文将系统阐述确保喷涂厚度的具体方法与质量控制流程。
一、 标准先行:明确喷涂厚度规范
确保喷涂厚度的前提是确立明确、可执行的标准。通常,附着式升降脚手架网片的喷涂(多为静电喷塑或喷漆)厚度有明确的国家或行业标准(如《建筑施工附着式升降脚手架安全技术规程》及相关防腐涂装标准)。一般而言,网片整体(含框架与网面)的平均涂层厚度应不低于60-80微米,关键承力部位或易腐蚀区域要求可能更高。施工前,必须依据设计文件、采购合同及现行有效标准,制定详细的喷涂工艺卡和质量验收指标。
二、 过程控制:喷涂工艺的关键环节
确保厚度的核心在于对喷涂全过程进行精细化控制:
- 前处理是基础:网片在喷涂前必须经过彻底的除油、除锈、磷化或硅烷化处理。表面清洁度和粗糙度直接影响涂层附着力与厚度均匀性。处理不净会导致涂层局部过薄或附着不牢。
- 设备与参数校准:采用自动化或半自动化的静电喷涂设备,确保雾化均匀、出粉/出漆量稳定。定期校准设备参数,如电压、电流、气压、喷枪移动速度、喷距等。对于网片这种多孔、立体结构,需优化喷枪角度和路径,确保网丝交叉点、焊缝等“死角”也能被充分覆盖。
- 材料与环境把控:使用质量稳定、符合要求的粉末涂料或油漆。控制喷涂环境的温湿度、洁净度,避免灰尘、水分混入涂层或在过湿环境下喷涂,影响流平与固化,导致厚度不均。
- 固化/烘干工艺:严格按照涂料供应商提供的工艺曲线进行固化(对于喷塑)或烘干(对于喷漆)。温度过低或时间不足会导致固化不完全,涂层性能(包括有效厚度)下降;温度过高可能导致涂层过薄或变色。
三、 质量检测:厚度测量的科学手段
过程控制需配合严格的质量检测来验证:
- 测量工具:使用专业的磁性或涡流测厚仪(针对金属基材上的非磁性涂层)。仪器必须定期由计量部门校准,确保精度。
- 测量方法:
- 多点测量:在单张网片的不同代表性位置(特别是边缘、中心、焊缝附近、网丝交叉点)进行多点测量,通常每平方米不少于3-5个点。
- 记录与统计:记录每个测量点的数值,计算平均厚度和最小局部厚度。平均厚度须达到标准值,且最小局部厚度不应低于标准值的某一比例(如80%),以避免局部过薄形成腐蚀起点。
- 批次抽检:对同一批次、同一生产条件下的网片进行抽样检测,确保整批质量稳定。
四、 管理与维护:建立长效保障机制
- 人员培训:对操作工、质检员进行专业培训,使其熟练掌握设备操作、工艺要点和测量技能。
- 建立质量追溯体系:为每批或每片网片建立质量档案,记录前处理参数、喷涂参数、固化参数、检测数据及操作人员等信息,实现全过程可追溯。
- 出厂前总检与标识:喷涂厚度合格后,还需进行附着力(划格法)、耐冲击性等综合性能测试。合格产品应附有合格证,并注明主要技术参数。
- 现场安装与使用维护:在脚手架安装和升降过程中,应采取保护措施,避免尖锐物体撞击、刮擦破坏涂层。定期检查使用中的网片涂层状况,对局部破损及时进行修补,修补处的厚度与性能应不低于原涂层要求。
结论
确保附着式升降脚手架爬架网片的喷涂厚度,是一个涵盖标准制定、工艺控制、科学检测和系统管理的综合性工程。绝不能仅依靠最终环节的测量,而必须将质量意识贯穿于从原材料到成品、从生产到使用的每一个步骤。通过标准化作业、精细化管理和严格的检验制度,才能生产出涂层厚度均匀、性能达标的安全网片,为高层建筑施工筑起一道坚固耐用的安全屏障,有效延长脚手架整体使用寿命,降低全生命周期成本。
如若转载,请注明出处:http://www.ya-zhuo.com/product/198.html
更新时间:2026-06-19 06:34:42